
|
|
|
Главная » Микропроцессорное управление 1 ... 21 22 23 24 25 26 27 с Пуск Л V программы J Механизмы Iисходном состоянии Выключили, клапан нао!/-скс атмосферы 6 штз шшза открыть \ ИнтервалЯ'З Механизм приемной кассеты Вверх на шаг Механизм кассеты выдачи на шаг Вниз Есть пластина? \Нет Есть нижнее положение кассеты выдаш? Сигнализация: кас -сета выдачи пуста Упор поднять \ ИнтервалJf5 включить \ ИнтерВалМв Пластина на позиции загрузки \ Интервалов Транспортер остановить \интер8алЖ'6 Столик поднять Рука загрузка к столику \ин1пер6ал№7 Столик опустить Рука загрузки 6 шлюз \и..терВалМ19 Рука выгрузки к столику 1 Интервал лЖЮ Столик поднять, упор опустить Рука выгрузки в шлюз Интервал Я^К Столик опустить Нет Цикл Вые-I-рузки из , рабочей ка- м^нталЯ'/З Есть пластина на транспортере г Транспортер выключить Пластина в при -емной кассете Транспортер Выключить \ Интервал №45 Механизм приемной кассеты вверх на шаг Рис. 6.8. Алгоритм загрузки и выгрузки пластин рассматриваемому примеру в табл. 6.4 приведены сигналы датчиков {X), а в табл. 6.5 - команды управления (У). Номера соединителей, контактов, уровни сигналов и коды адресов, регистров данных, состояний указываются в таблицах применительно к каждому конкретному использованию МПСУ Следующий шаг, выполняемый пользователем, заключается в программировании последовательности работы всех механизмов, распределении их функционирования по временным интервалам. С этой целью задаются номера интервалов и их длительность. Интервал № 0. Все механизмы должны быть в исходном состоянии: рука загрузки и выгрузки в шлюзовой камере, двери шлюза закрыты, кассета выдачи - в верхнем положении, а приемная-в нижнем, транспортер остановлен, столик и упоры Таблица 6.4. Характеристики дискретных входных сигналов № п/п По:1пое наименование сигнала Сокрашепиое наименование Условное на-имено-вапие Логическое состояние
Модуль приема дискретных сигналов Шаг механизма кассеты выдачи Шаг механизма кассеты приема Кассета нижнем Кассета выдачи в верхнем положении Кассета выдачи в нижнем положении Кассета приема в верхнем положении приема в положении Наличие пластины в кассете выдачи Наличие пластины в кассете приема Столик В верхнем положении Столик В нижнем положении Упоры В верхнем положении Упоры В нижнем положении Дверь шлюза (наружная) открыта Рука загрузки в ШЛЮЗОВОЙ камере Рука загрузки у столика Рука выгрузки в ШЛЮЗОВОЙ камере Рука выгрузки у столика Наличие пластины на транспортере на позиции загрузки СШМКВ СШМКП СКВВ СКВН СКПВ СКПН СНПКВ снпкп сствп сстнп СУПВВ СУПНП СРЗШК СРЗСТ СРВШК СРВСТ ХА Х5 ХЬ XI XZ Х9 х\о хм х\ъ хы Х15 Х1в Х1& Данные граф заполняются при конкретном проектировании системы управления внизу. Эти условия записываются: У11 = 1; У13 = 1; У16 = 1; У1 = 1; У4=1; У5 = 0; У7=1; У9=1, Х\4=\; Х\6=\; Х\3 = 0; Х3=\; Х6=\; X\0=h Х\2=\. Интервал № 1. Длительность интервала 2 с: У14=1. Интервал № 2. Длительность интервала 2 с: У15 = 1. Интервал № 3. Длительность интервала 2 с: УЗ = 1. Интервал № 4. Длительность интервала 2 с: У2 = 1. Условие: XI =\-переход на интервал № 5. Если нет сигнала Таблица 6.5. Характеристики дискретных команд Полное иаимеиование команды Сокрашепное иаимеиоваиие Условное наименование Логическое состояние
Модуль выдачи дискретных команд Переместить кассету выдачи вверх Переместить кассету выдачи на шаг вниз Переместить кассету приема на шаг вверх Переместить кассету приема вниз Включить транспортер Отключить транспортер Поднять столик Опустить столик Поднять упоры Опустить упоры Переместить руку загрузки к столику Переместить руку загрузки в шлюз Переместить руку выгрузки к столику Переместить руку выгрузки в шлюз Включить клапан напуска атмосферы в шлюз Открыть наружную дверь шлюза Закрыть наружную дверь пшюза КВТ кот кпст КОСТ КПУ КОУ КРЗСТ КРВСТ кдшно кдшнз Y5 Y5 76 Г7 У8 Y9 У10 Данные граф заполняются при конкретном проектировании системы управления XI до конца интервала, то переход на интервал № 4, где 72 = 1 до момента появления Х7. Если Х4-\, то появляется сигнализация, что кассета выдачи пуста. Дальнейшая работа механизмов по временным интервалам показана на рис. 6.8. При программировании разными пользователями разбиение на интервалы может существенно отличаться. Если для описания работы механизмов устройства загрузки использовать язык релейно-контактных схем, то цепь управления транспортером (пассиками) может быть представлена в виде схемы, изображенной на рис. 6.9. Цепь 1 г Л с/о 011 018 Л л X X X л л 001 003 ООи 007 ч н X л л X ч ы ж \-п 002 008 У Перемесцеше пластины из кассеты Выдачи Перемещ,ение пластины В кассету приема Рис. 6.9. Релейно-контактная схема управления транспортом устройства загрузки При положениях рук загрузки и выгрузки в шлюзовой камере (ZI4=1 и Z16=l), столика {Х\0=\) и (А'11 = 1), шага механизма (Л'1 = 1), кассеты выдачи (Л3 = 0) и {Х40), наличии пластины в кассете выдачи {Х7= 1) и отсутствии ее на позиции столика (Z18 = = 0) и появлении команды Пуск вьщается команда включения транспорта (F5 = 1), которая блокирует в схеме управления сигнал наличия пластин в кассете выгрузки. Появление пластины на позиции столика сигналом XIS = \ размыкает цепь выдачи команды включения транспорта Y5. С использованием булевых выражений алгоритм управления схемы, представленной на рис. 6.9, может быть записан в виде уравнения: ПускХ14-Л'16-Х10 [Z1 Z3-A4-(jr7+Г5)-Х11 Z18 + Z12х x{XlS+Y5yX2-XS] = Y5. Для простоты чтения его можно разделить на два: по цепи 7 и по цепи 3. Специальный технологический язык КАУТ-80 в терминах оборудования и процесса позволяет производить программирование МПСУ разработчику и пользователю оборудования. Полный технологический процесс описывается КАУТ-програм-мой, которая состоит из заголовка и тела . В заголовке содержатся сведения о количестве и сложности обслуживаемых объектов, а также идентифицируются и распределяются каналы связи между технологическим объектом и управляющей микроЭВМ. Рассмотрим пример КАУТ-программы, описывающий упропюнный технологический процесс. Требуется провести разогрев изделия в вакуумной камере. Объектом управления служит вакуумная камера с нагревательным элементом, снабженная необходимыми исполнительными элементами и датчиками (рис. 6.10). Аналоговый исполнительный элемент: Нагрев - регулирует режим нагревателя. Дискретные исполнительные элементы: Напуск- клапан который подключает вентиль, создающий в вакуумной камере нормальное атмосферное давление. Подключается, когда требуется поднять колпак камеры; Клапан-подключает к камере форвакуумный насос для создания низкого вакуума; HanycH Признан  Отпаяна 1 НагреВ Нагрев у (p -(У) Температура ш г(2) ДаВление Рис. 6.10. Схема системы нагрева пластин в вакуумной установке: /- -вакуумная камера; 2 TiaipeBaiejb: J нласгина; 4 термопара; 5 устройство ynpaBjicEinfl нагревом Откачка - вентиль подключает к камере насос, создающий высокий вакуум; Нагрев-контакт, подключающий нагревательный элемент. Дискретный датчик: Признак- кнопка, нажатие которой служит признаком начала технологического процесса. Аналоговые датчики- Давление-измеряет низкий вакуум; Вакуум - измеряет высокий вакуум; Температура - измеряет температуру в камере. До начала процесса вентиль Напуск открыт, вентили Клапан и Откачка закрыты, контакт Нагрев разомкнут, изделие помещено в камеру. При нажатии кнопки Признак начинается технологический процесс. Вентиль Напуск перекрывается. Клапан открывается, и в камере создается начальный вакуум, значение которого показывает датчик Давление. При давлении низкого вакуума, соответствующем 7,1 В на датчике Давление, Клапан закрывается, подключается вентиль Откачка и создается высокий вакуум, соответствующий показателю датчика Вакуум 6 В. Условие достижения высокого вакуума служит сигналом для подключения нагревательного элемента: контакт Нагрев замыкается и начинается регулирование температуры. Термообработка изделия проходит в режиме, когда изделие сначала нагревается до определенной температуры, выдерживается при этой температуре заданное время, затем нагревательный элемент отключается, и изделие остывает. На этом процесс обработки изделия заканчивается, вентиль Откачка закрывается, открывается клапан Напуск, и объект готов для повторения технологического процесса. В табл. 6.6 приведен текст КАУТ-программы, описывающий рассмотренный технологический процесс. Относительные адреса операторов и подчеркнутые в тексте программы символы печатаются автоматически. Таблица 6.6. Описание процесса на языке КАУТ-80 KAVT-nporpiiMMii Контролируемые: 1: К ПРИЗ, 2: К ДАВЛ, 3: К ВАКУУМ, 4: К ТЕМП- Включаемые: I: В КЛАПАН, 2: В ОТКАЧ, 3: В НАГРЕВ, 4: В НАПУСК - Регулируемые: 1: Р НАГРЕВ - Параметры: 1: П Температура, U, + , 2 2: Счетчик ~ РАБОТА О -, КАМЕРА НАГРЕВА п 0=>0 = УПР Р НАГРЕВ; 6 ОТКЛ В НАГРЕВ; 12 ОТКЛ В КЛАПАН; 16 ОТКЛ В ОТКАЧ; 22 ЖДАТЬ 1; 30 Ml: ЕСЛИЧИТ (К ПРИЗ) == О, ТО: [ЖДАТЬ 0.5, НАЧАТЬ С Ml;] ИНАЧЕ 52 ОТКЛ В НАПУСК; 56 ЖДАТЬ 1; 64 ВКЛ В КЛАПАН Комментарии ПРОП АММА- <Заголовок КАУТ-ПРОГРАММЫ> <Тело КАУТ-ПРОГРАММЫ > Заголовок КАУТ-ПРОГРАММЫ с распределением каналов и описанием параметров Тело КАУТ-ПРОГРАММЫ Устанавливается О в регулируемом устройстве Р НАГРЕВ Устанавливается в положение ОТКЛ устройства НАГРЕВАТЕЛЯ (НАГРЕВ), КЛАПАН и вентиль ОТКАЧНОЙ системы (ОТКАЧ) Задержка 1 с Цикл Ml: если при опросе К ПРИЗ = О, то задержка 0,5 с и новый опрос. При К ПРИЗ =1 идем дальше Отключается НАПУСК Задержка 1 с Включается КЛАПАН предварительной ОТКАЧКИ КАМЕРЫ Продолжение табл. 6 б. КАУТ-ирограмма Комментарии 70 М2: ЖДАТЬ 0,5; 76 ЕСЛИ К ДАВЛХ7710, то: [на М2;] ИНАЧЕ 112 ОТКЛ В КЛАПАН 116 ВКЛ В ОТКАЧ 122 МЗ: ЕСЛИ К ВАКУУМ > (7600, то: [ЖДАТЬ 5, НАЧАТЬ с МЗ;] ИНАЧЕ 142 <7350=>УПР Р НАГРЕВ 150 ВКЛ В НАГРЕВ 154 0= П ТЕМПЕРАТУРА; п 1 т 162 ЖДАТЬ 25 174 М4: П ТЕМПЕРАТУРА + 610=> П ТЕМПЕРАТУРА 204 П ТЕМПЕРАТУРА - К ТЕМП* 4/10 + Р НАГРЕВ=> УПР Р НАГРЕВ 230 ЕСЛИ К ТЕМП < (7820, то: [ЖДАТЬ 15, начать с М4;] ИНАЧЕ 254 О^П СЧЕТЧИК; -,2-, Цикл М2: задержка 0,5 е Если показание прибора ДАВЛЕНИЕ >7,1 В, то вернуться на М2 При показании прибора ДАВЛЕНИЕ <7,1 В идем дальше. Отключить клапан Открыть вентиль для откачки до более глубокого вакуума. Цикл МЗ: если показания вакууметра >6,0 В, тогда выдается задержка на 5 с и идем дальпю на МЗ При показании К ВАКУУМ <6,0 В идем дальше. Выставить на управляющем элементе Р НАГРЕВ 3,5 В Включить контактор В НАГРЕВ Параметру ТЕМПЕРАТУРА ЗАДАЕТСЯ ЗНАЧЕНИЕ ноль Задержка 25 с Цикл М4: значение параметра П ТЕМПЕРАТУРА увеличивается на 0,1 В Из значения П ТЕМПЕРАТУРА вычитается показание с датчика К ТЕМП, результат умножается на 0,4 и прибавляется к значению Р НАГРЕВ (там было установлено 3,5 В). Полученный результат выставить на регулирующем устройстве Р НАГРЕВ. Если показание датчика температуры К ТЕМП меньше 8,2 В, то ввести задержку на 15 с и начать с М4. Если показание больше 8,2 В, то идем дальше. Обнулить СЧЕТЧИК. Окончание табл. 6.6. КАУТ-программа Коммсп 1 арии 262 М5; (/860 -К ТЕМП* 4/10+Р НАГРЕВ = УПР Р НАГРЕВ; 306 П СЧЕТЧИК + 1П СЧЕТЧИК; 316 ЕСЛИ П СЧЕТЧИК < 80. то: [ЖДАТЬ 15. начать с М5;] 342 ОТКЛ В НАГРЕВ 346 О^УПР Р НАГРЕВ 354 Мб: ЕСЛИ К TEMn>L120, то: [ЖДАТЬ 30, начать с Мб;] ИНАЧЕ 400 ОТКЛ В ОТКАЧ 404 ЖДАТЬ 5 410 ОТКЛ В КЛАПАН 412 ВКЛ В НАПУСК 416 ЖДАТЬ 60, начать с Ml; 430 КОНЕЦ; Цикл М5: из напряжения 8.6 В вычесть показание датчика К ТЕМП, результат умножить на 0,4 и сложить с Р НАГРЕВ и ВЫСТАВИТЬ это значение на Р НАГРЕВ. Содержание счетчика увеличивается на 1 единицу. Если содержание счетчика не достигло 80, то задержка на 15 с и возвращение на М5. Если содержание счетчика достигло 80, то идем дальше. Отключить нагрев. Установить нулевое значение Р НАГРЕВ. Цикл Мб: Если показание датчика температуры больше 1,2 В, то задержка 30 с и возврат на Мб. Если меньше 1,2 В, то идем дальше. Выключить высоковакуумную откачку. Задержка 5 с. Отключить низковакуумную откачку. Включить напуск в камеру. Задержка 60 с, вернуться на Ml. Глава 7. ПРИМЕРЫ ИСПОЛЬЗОВАНИЯ МИКРОПРОЦЕССОРОВ В ТЕХНОЛОГИЧЕСКОМ ОБОРУДОВАНИИ 7.1. ОБОРУДОВАНИЕ ДЛЯ ДИФФУЗИОННЫХ ПРОЦЕССОВ Этот вид оборудования является одним из самых распространенных в производстве интегральных микросхем и используется при создании в подложках диффузионных областей, легированных примесями, наращивании изолирующих слоев оксида и нитрида кремния и т. п. Диффузионное оборудование имеет следующие особенности: одновременно обрабатываются 50...150 пластин; обработка производится при температуре 350...1300° С; реагенты подаются в зону обработки в газообразном виде (кислород, фосфин, силан и др.) либо в виде паров (вода). Воспроизводимость процесса обработки из-за отсутствия способов получения информации о результатах обработки во время проведения процесса обеспечивается только за счет стабилизации влияющих факторов: времени, температуры 0,25...3° С, расходов реагентов 1...2%. Кроме того, для обеспечения минимального разброса эти требования должны выполняться в пределах всей зоны обработки. Например, разность температуры в любых точках рабочей зоны не должна превышать + (0,25...3)° С. Это приводит к существенному усложнению системы управления диффузионным оборудованием. В последнее время в диффузионном оборудовании кроме температуры и расхода реагентов для ускорения и повыщения качества обработки используются дополнительные воздействия на обрабатываемые подложки (пониженное либо повыщенное давление, активация низкотемпературной плазмой и др.). Для уменьшения дефектов в диффузионном оборудовании применяют автоматические системы транспортирования и загрузки - выгрузки пластин, полностью исключающие загрязнение обрабатываемых пластин оператором. Указанные тенденции в развитии диффузионного оборудования обусловливают непрерывное усложнение его систем управления. В настоящее время в диффузионном оборудовании можно выделить два вида, отличающихся конструктивным исполнением: с горизонтальным расположением нагревательных камер и компоновкой в модули по 3-4 камеры с общей системой загрузки - выгрузки; 242 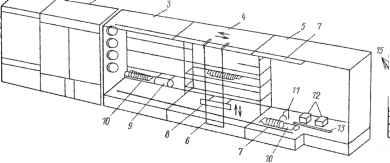  Рис. 7.1. Схема моду.11я диффузионной системы ACAMS С вертикальным расположением отдельных нагревательных камер, обслуживаемых единой транспортной системой. Недостаток первого вида диффузионного оборудования заключается в ограниченности транспортной системы перемещением пластин только в пределах одной диффузионной электропечи, что не позволяет создавать гибких производственных систем (ГПС) с числом нагревательных камер больше четырех. Диффузионное оборудование второго вида строится на вертикальных нагревательных камерах, каждая из которых выполняется в виде отдельного модуля. Модули необходимых типов устанавливаются потребителем в линейку или в шахматном порядке и обслуживаются единой транспортной системой, обеспечивающей перемещение пластин между любыми модулями, а также в ячейки складирования. Преимущество такого оборудования состоит в высокой гибкости, что особенно важно при создании ГПС. Недостаток диффузионного оборудования второго вида состоит в повышенной чувствительности температуры в рабочей зоне вертикальных нагревательных камер к воздушной конвекции. В настоящее время наиболее широко используется диффузионное оборудование первого вида. Рассмотрим его подробнее. Диффузионная система ACAMS. Система предназначена для проведения процессов диффузии, окисления, а также осаждения легированных слоев силикатного стекла при пониженном давлении и воздействии низкотемпературной плазмы. Система может содержать от 1 до 32 модулей, построенных на основе диффузионной электропечи. Схема модуля показана на рис. 7.1. Обработка пластин производится в реакторах электропечи 2, в которую из газового шкафа ) подаются необходимые реагенты, а пластины в кварцевых лодочках 10 загружаются консолью 9 загрузчика, которая движется по направляющим, закрепленным на вертикальной
|
 Как выбрать диван  История мебели  Стили кухонной мебели  Публикации  Инверторы  Приемники |






